Menu
- Home
- Lean Principles
- Machine Selection
- Mold Design
- Mold Interlocking
- Mold Making
- Plastic Material Technology
- Molding Process
- What's New
- Privacy Policy
- Disclaimer
- Site Map
- Poll
- Polishing
- 3D Rapid Prototyping
- Molding Companies
- Contact Us
- MOLD WEIGHT CALCULATOR
- HOT RUNNER VERSUS COLD RUNNER
- Industry Proven Mold Designs for Sale
Stripper plate ejection: Hydraulic or Pneumatic?
Should I use hydraulics or pneumatics for stripper plate movement?
Answer:
The easiest way to move a stripper plate in an injection mold is by using the injection molding machines mechanical ejector. In some mould designs however, the machines ejector cannot be used such as when the part is ejected from the fixed side of the mold.
In this case, the stripper plate movement can be operated by pistons. The pistons can be operated by air (pneumatic) pressure or by using the molding machines core pulling system (hydraulic). Both methods are very reliable, however there are some major differences between them.
1.Hydraulic pressure is much higher than pneumatic pressure by about 20 to 1 (depending upon machine) so hydraulics are useful when large stripper ejection forces are required. Keep in mind however, air pressure of 7 bar is enough for most applications.
2.Contamination. If hydraulic oil leaks from a mold then this can contaminate the plastic parts resulting in rejects. If air leaks from a pneumatic system there is no chance of contamination.
3.Hydraulic core pull gives the operator more control over stripper movement and timing.
4.Hydraulic core pull eliminates the need for an air compressor.
5.Some molding machines don’t have a hydraulic core pulling system so an air compressor is a cheaper option.
6.Hydraulic oil is hot and will heat up a mould. A moulds cooling system must be capable of extracting this heat.
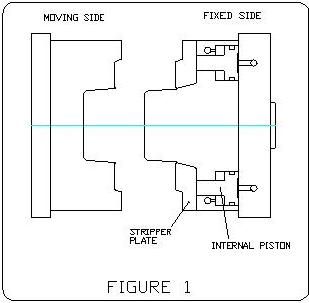
Both systems can either have externally mounted cylinders or internal pistons (figure 1). Both types can be designed into new injection molds but external cylinders are useful when modifying an existing mould. Externally mounted systems are standard and can be bought off the shelf.
In my opinion, pneumatically operated stripper ejection is better because it is clean, easy to use and it works.
Admin.
Comments for Stripper plate ejection: Hydraulic or Pneumatic?
|
||
|
||





